
HARTOWANIE
Uwaga!
Świadczymy usługę hartowania na materiale powierzonym.
Możliwość umówienia na konkretny dzień i zadaną godzinę – Klient przywozi i odbiera szkło hartowane na miejscu!
Usługa hartowania polega na poddaniu szkła obróbce cieplnej poprzez proces hartowania (nagrzanie szkła do tzw. temperatury mięknięcia 630–640 °C i gwałtowne oziębienie w strumieniu sprężonego powietrza). Dzięki temu procesowi w jego strukturze dokonują się zmiany naprężeń – warstwy zewnętrzne stanowią strefę naprężeń ściskających, a wewnętrzne rozciągających co powoduje wzrost wytrzymałości szkła na zginanie.
Zalety:
– kilkukrotnie (ok.pięciokrotnie) wyższa wytrzymałość na zginanie w odróżnieniu od szkła niehartowanego,
– zmniejszone zjawisko statycznego zmęczenia szkła,
– odporność na gwałtowne zmiany temperatury otoczenia (szok termiczny) i nagrzewanie spowodowane promieniowaniem słonecznym,
– zminimalizowanie ryzyka zranienia w sytuacji rozbicia tafli (tłucze się na drobne cząstki o tępych krawędziach).
Zastosowanie:
– szkło hartowane stosowane jest w miejscach gdzie należy zadbać o bezpieczeństwo, w miejscach o wysokim zagrożeniu rozbiciem lub narażonych na intensywne nasłonecznienie
– zwiększony wzrost naprężeń termicznych. Stosuje się w drzwiach i naświetlach, ściankach działowych, meblach, w kabinach prysznicowych i obudowach wanien, balkonach, balustradach, klatkach schodowych, witrynach bez ramowych, ściankach przeszkleń strukturalnych. Wykorzystuje się je także w konstrukcjach fasad zarówno w postaci szyb zespolonych jak i pojedynczych.
Obróbka mechaniczna
W zależności od wymagań odbiorcy, przed procesem hartowania szkło musi zostać poddane wszelkiej obróbce mechanicznej tj.: cięciu, wierceniu otworów, wycięć, szlifowaniu itp. ponieważ każda ingerencja spowoduje rozprężenie tafli, a w konsekwencji jej zniszczenie. Dotyczy to również uszkodzeń mechanicznych powstałych podczas eksploatacji wyrobów ze szkła hartowanego.
Jeżeli odbiorca nie ma żadnych wymagań co do obróbki, krawędzie szkła przeznaczonego do hartowania muszą być poddane minimum zatępieniu. Podczas obróbki polegającej na otworowaniu i wykonywaniu wycięć w szkle hartowanym należy ściśle przestrzegać wytycznych z normy PN EN 12150-1. Nieprzestrzeganie może spowodować tzw. „spad hartowniczy” co skutkuje utratą materiału, a nawet uszkodzeniem pieca.
Przykładowe wymagania co do otworowania szyb hartowanych wg PN 12150-1:
– średnica otworów w szkle hartowanym nie może być mniejsza od jego grubości,
– otwory nie mogą być umieszczone bliżej krawędzi niż w odległości 2x grubość szkła,
– odległości pomiędzy krawędziami otworów nie może być mniejsza niż 2x grubość szkła,
– otwory w pobliżu narożników muszą być umieszczone w odległości nie mniejszej niż 6x grubość szkła.
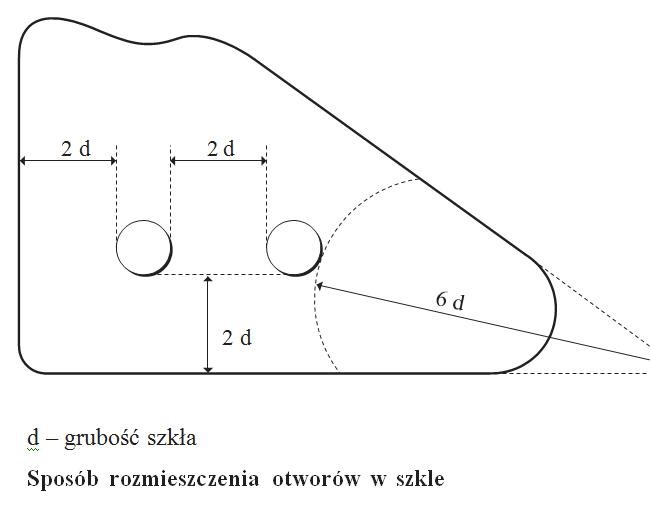
Wymagania co do otworowania szyb hartowanych wg PN 12150-1
W niektórych przypadkach, gdy wykonana obróbka znajduje się na pograniczu normowych wymagań stosuje się nacięcia odprężające (po uprzednim uzgodnieniu z klientem), pozwala to zniwelować naprężenia w zagrożonym miejscu i z powodzeniem zahartować materiał.
Hartowanie kierunkowe
Naturalnym efektem procesu hartowania jest tzw. efekt falowania szkła tzw. zjawisko Roler Waves. Uwzględnienie tego zjawiska odgrywa istotną rolę w przypadku montażu szyb w fasadach budynków, ujawnia się to poprzez zniekształcenie obrazu odbitego w fasadzie. Celem zmniejszenia tego efektu zaleca się przeprowadzenie tzw. hartowania kierunkowego. Jest to jednoznaczne z tym, że np. w przypadku hartowania według wysokości, falowanie szkła będzie przebiegało prostopadle do tego wymiaru.
Możliwości hartownicze INHATEX – posiadamy piec fińskiej firmy Tamglass, mamy możliwość hartowania szkła w całym produkowanym przez huty asortymencie od 3 do 19mm, w tym szkło powłokowe. Minimalna formatka szkła do hartowania 150-200mm, maksymalna 2050x3500mm.
Szkło hartowane podlega znakowaniu w sposób czytelny i trwały. Oznakowanie na szybie powinno zawierać informacje dotyczące nazwy producenta oraz numer normy.